Next-Generation Infrastructure Linking Water, Energy, and Data Centers Ranked 2nd Overall at the World CleanTech Startups Awards 2025 -Recognized by ACWA Power for implementation-ready clean infrastructure innovation.
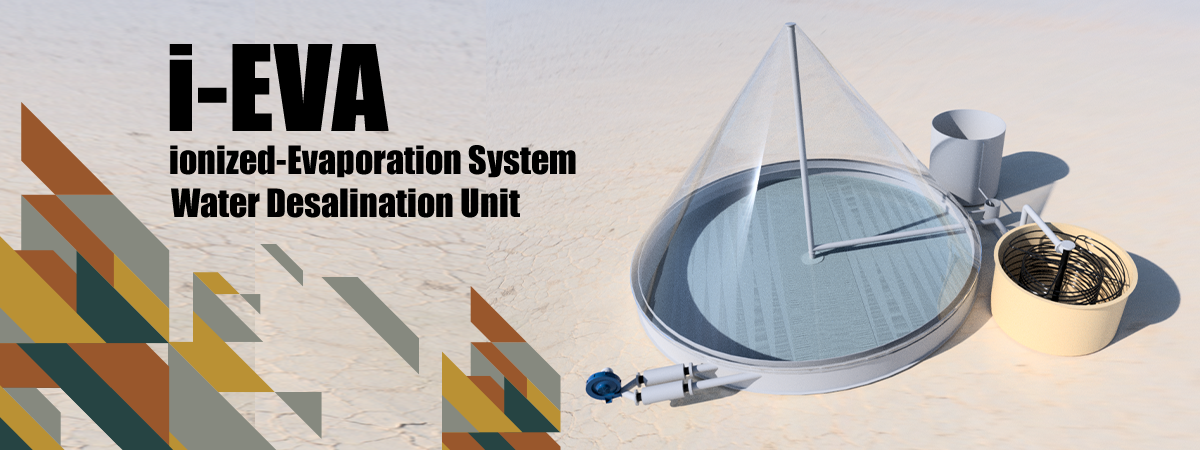
i-EVA(ionized-Evaporation) System / Water Desalination Unit
Click here to download our latest company brochure.
Click here to download our four cases.
Click here to download Ocean Water Desalination Treatment.